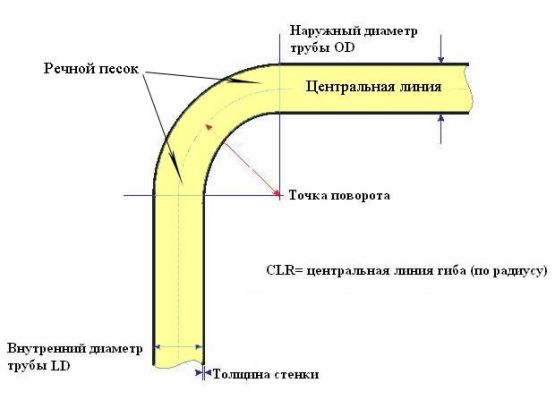
ماسورة الأنابيب للأنابيب الجانبية: ميزات التصميم والإنتاج المستقل

بندر الأنابيب هو جهاز خاص من النوع اليدوي أو آلة إنتاج مصممة لثني أنبوب من مواد مختلفة في زاوية معينة. تختلف الأجهزة المسلسلة في مبدأ التشغيل وقد تحتوي على أنواع مختلفة من محركات الأقراص ، ولكن العمل على أي من هذه الأجهزة يتطلب بعض الخبرة.
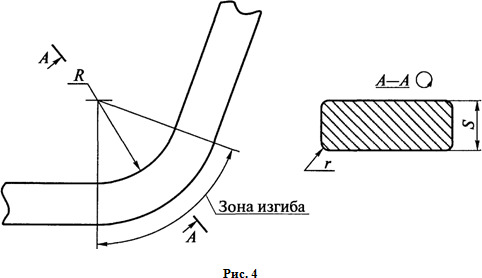
يمكنك استخدام الألمنيوم والكروم والنحاس والأنابيب العادية أو الفولاذ المقاوم للصدأ أو البلاستيك التي يبلغ قطرها من 5 إلى 1220 ملم أو ملف تعريف مع قسم مختلف. زاوية الانحناء - ما يصل إلى 180 درجة.


الجهاز والغرض
تسمى الأنابيب المستطيلة والبيضاوية والمربعة في القسم بالملف الشخصي. يمكن صنع هذه الآلة يدويًا أو شراؤها في متجر أو في سوق مواد البناء. سننظر في هذه المقالة في كيفية إنشاء هذا الجهاز بيديك.
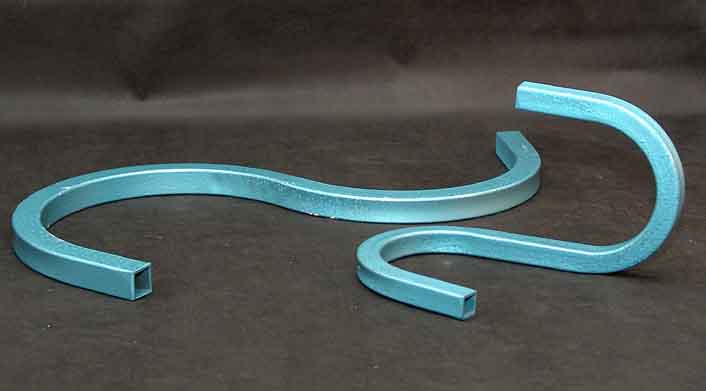
في صناعة المظلة ، وإطار الدفيئة ، والمظلة ، والأثاث المعدني والهياكل الأخرى ، من الأفضل استخدام الأنابيب ذات الشكل المنحني ، لأن هذه الأنابيب لها أسطح مسطحة ، مما يجعلها ملائمة لتركيب مواد التسقيف. في الظروف المعيشية ، ليس من السهل ثني الأنبوب دون أي تشوهات أو تجعدات.


لذلك ، يتم استخدام بندر الأنابيب. في معظم الحالات ، يكون هذا الجهاز مزودًا بمحرك هيدروميكانيكي أو كهروميكانيكي. مع مساعدتها فمن الممكن لثني الأنابيب تحت أي درجة. لتصنيع قطع الغيار ، يمكنك ثني الأنابيب على آليات الإنتاج الخاصة. ولكن بالنظر إلى تكلفتها العالية ، من الأفضل تجميع آلة ثني الأنابيب بأيديكم في المنزل. الجمعية مصنوعة من المواد المتاحة والمتوفرة في كثير من الأحيان. البناء خفيف الوزن لا يأخذ مساحة كبيرة في المرآب أو في الفناء.
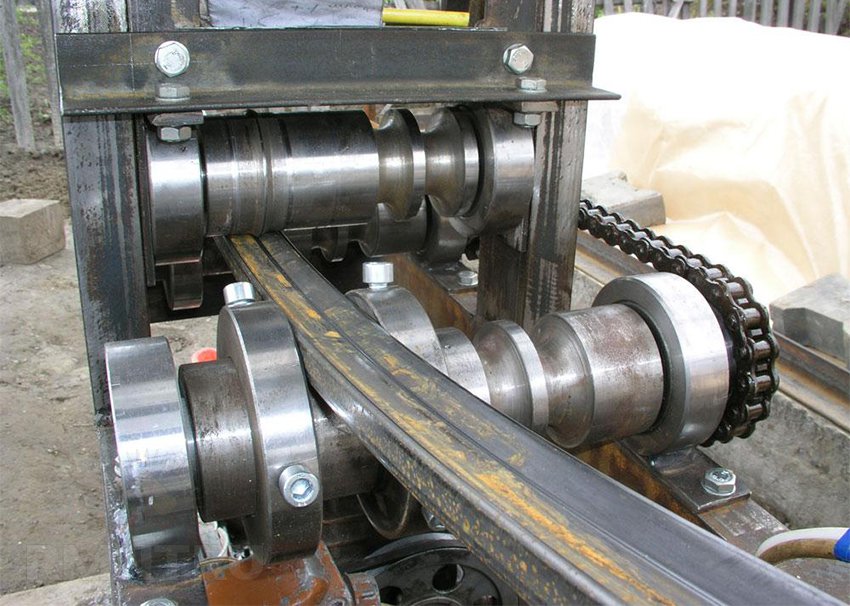
الأجزاء الرئيسية المستخدمة لمثل هذه الآلة هي الأعمدة (البكرات) ، الرافعة (الرافعة) ، سلسلة القيادة ، الأسطوانة الهيدروليكية ، محور الدوران ، الإطار الخاص بالجهاز. يمكن إغلاق الإطار وفتحه. يعتبر المكون الرئيسي لمثل هذا الجهاز هو الاسطوانة الهيدروليكية التي تقوم بدور الطاقة. إن مبدأ تشغيل بندر الأنبوبة محلية الصنع هو نفسه دائمًا - يتم وضع قطعة العمل على محطات الأسطوانة ، وفي المنتصف هي بكرة توقف ، والتي تمارس الضغط على الأنبوب ، وتثنيه إلى نصف القطر المطلوب.

تضع الأسطوانة أسطوانية أو مخددة ، اعتمادًا على حجم وشكل قطعة الشغل. للحصول على شكل واسع ومسطحة ، فإن بكرات السلسة تكون ملائمة للاستخدام ، للحصول على بكرات عالية وضيقة مع دليل أخدود. أكثر في بكرات عالمية الطلب. عند الضرورة ، يتم توصيل قضبان التوجيه بالقاعدة الأنبوبية. هذه الآلية تتطلب إنفاق القوة البدنية. من أجل تسهيل عمل الآلات المزودة بمحركات هيدروليكية. بالإضافة إلى ذلك ، فهي مجهزة بمحرك تروس كهربائي (دودة أحادية الدودة). اختيار نوع العتاد يعتمد على قطر الأنبوب. هذه التركيبات الإضافية تجعل من الممكن القيام بالثني.الأنابيب ذات القطر الكبير.


مبدأ العملية
يحدث انحناء الأنبوب الجانبي وفقًا لمبدأ الدوران أو الدوران. لثني الأنابيب من قسم صغير ، يمكن تطبيق أساليب بسيطة في متناول اليد ، والتي لا تتطلب إنشاء آلية معقدة.
وتشمل هذه:
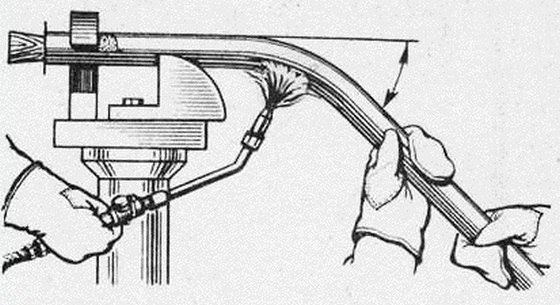
- ملء بالرمل. يمتلئ الجزء الداخلي من الأنابيب الجاهزة بالرمل الناعم ، المجفف والمنخّخ من قبل. يتم إغلاق الثقوب على الجانبين مع الاختناقات المرورية. علاوة على ذلك ، ينحني الأنبوب بنمط من الشكل المرغوب. إذا لزم الأمر ، يتم تسخين مكان الطية باستخدام موقد اللحام أو شعلة الغاز حتى يحمر. هذه الطريقة تستغرق وقتا طويلا ، لديها جودة منخفضة ودقة منخفضة.
- ملء بالماء. لثني ملف تعريف بالماء ، يجب أولاً تجميده. يتم إغلاق الأنبوب في نهاية واحدة مع سدادة ، مملوءة بالماء وتوضع في البرد. في أي حال من الأحوال يجب إغلاق طرفي الأنبوب بسدادة حتى عندما يتوسع الجليد لن يكسر الأنبوب. بعد ذلك ، تنحاز الصورة المجمدة باستخدام قالب. هذه التقنية مناسبة بشكل جيد لأنابيب نحاسية وألومنيوم رقيقة الجدران.

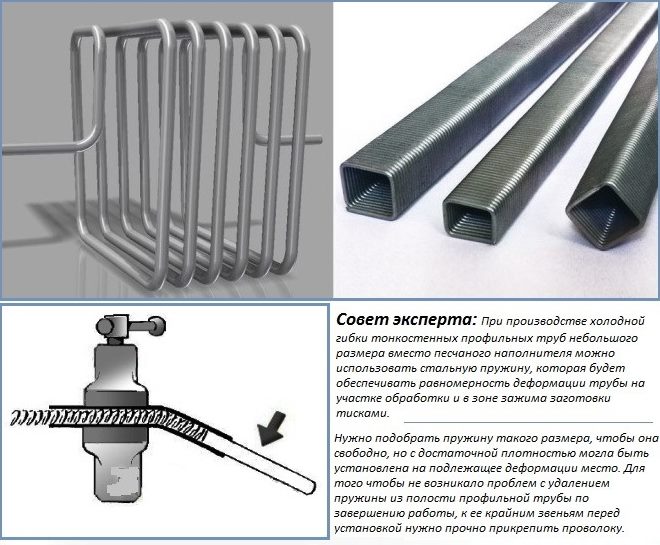
- الربيع. مقدما ، هو دوامة لولبية من الأسلاك المعدنية ، وأبعادها هي 3-5 ٪ أقل من قسم المظهر الداخلي. يتم وضع الزنبرك بالداخل ، وبعد أن يتم تثنية الأنبوب بطريقة بسيطة باستخدام قالب.بعد الانتهاء من العمل ، تتم إزالة الربيع ، وتسوية ، ومن الممكن إعادة استخدامه.
- اللحام والقطع. تُستخدم هذه الطريقة إذا كان نصف قطر الانحناء قليلًا ويكون الأنبوب سميكًا. من الجانب الداخلي للانحناء المقصود ، وفقًا للحسابات الهندسية التي تم إنتاجها مسبقًا ، يتم قطع الشرائح بمساعدة طاحونة. يميل الأنبوب إلى نصف القطر المطلوب ، ويتم لحام الجوانب المتصلة للقواطع باستخدام آلة لحام. لأغراض جمالية ، يتم وضع طبقات اللحام بواسطة مطحنة.


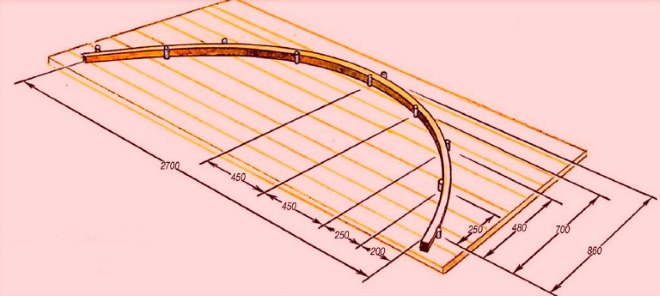
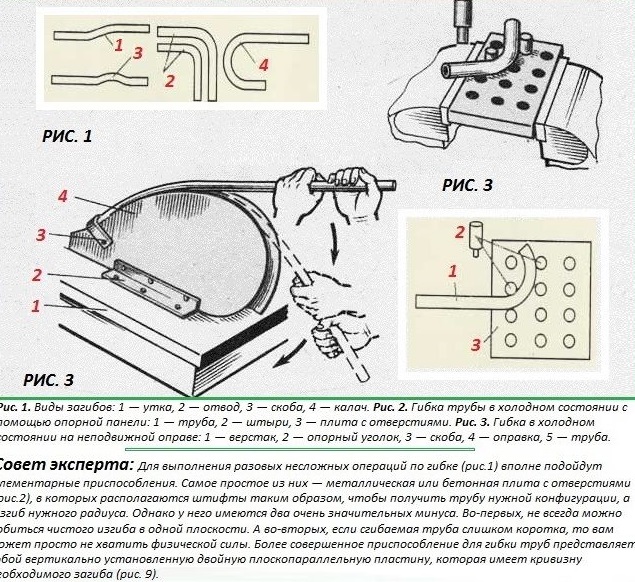
- أبسط تصميم هو الانحناء الأنابيب باستخدام قالب. هذه الطريقة مخصصة لتصنيع الفراغات من نفس النوع بكميات كبيرة. بالنسبة لتصنيع هذه القوالب ، استخدم ألواحًا خشبية بسماكة لا تقل عن 2-3 سم. يتم تثبيت المحددات (الجوانب) لأي مادة على طول حواف العينة النهائية بحيث لا تنزلق الصورة أثناء العمل. إصلاح النظام على الأرض أو أي مستوى ، وتحديد التركيز على التشكيل الجانبي للمعادن. بعد بنائه بين السندان والقالب ، اضغط برفق على الطرف المقابل ، مما يضمن ضغطًا موحدًا على المستوى بأكمله.من أجل تسهيل الضغط على الأنبوب ، يتم استخدام رافعة إضافية ، ونش. هذه الطريقة مناسبة لملف تعريف لا يزيد قطره عن 1 بوصة. عند استخدام ملف تعريف أكبر بدلاً من قالب خشبي ، يتم استخدام فراغات التعزيز ، للحفاظ على نصف القطر المطلوب ، يتم تثبيتها في قاعدة خرسانية.

ميزة هذه الطريقة هي التكلفة المنخفضة وسهولة العمل ، ولكن دقة وجودة قطع العمل أثناء المعالجة ستكون لها معدلات منخفضة. بالإضافة إلى ذلك ، ستحتاج إلى إنتاج نمط جديد في كل مرة تحتاج فيها إلى ثني نصف قطر مختلف. هذا الخيار قابل للتطبيق بشكل جيد لثني أنابيب الألومنيوم والنحاس.
تعمل الطرق المذكورة أعلاه بمساعدة القوة العضلية ، لذلك ، يتم استخدامها فقط لمحات رقيقة الجدران ذات قوة منخفضة. بالنسبة للأنابيب ذات المقطع العرضي الأكبر ، هناك حاجة إلى آلات خاصة مزودة بآلية كهربائية. ولكن هذا لا يعني أنه من الضروري شراء آلة إنتاج دون أن تفشل. العتاد اليدوي سهل لتجميع نفسك.

أنواع الآلات
وفقاً لمتطلبات التشغيل ، توجد آلات ثابتة (ثابتة) وآلات يدوية.تستخدم الهياكل الثابتة إلى حد كبير في المصانع. جهاز مصنوع يدوياً بيديك أكثر ملاءمة للعمل المنزلي.
اعتمادا على محرك الأقراص ، هناك عدة أنواع من أجهزة ثني الأنابيب:
- هيدروليكي (جاك هيدروليكي مطبق). هناك ثابتة واليدوية. انحناء الأنابيب بقطر يصل إلى 3 بوصات. وتستخدم هذه الآلات في صناعات خاصة ويمكنها تنفيذ قدر كبير من العمل.
- الميكانيكية. يتم تشكيل الضغط يدويا باستخدام المسمار الرئيسي أو رافعة.
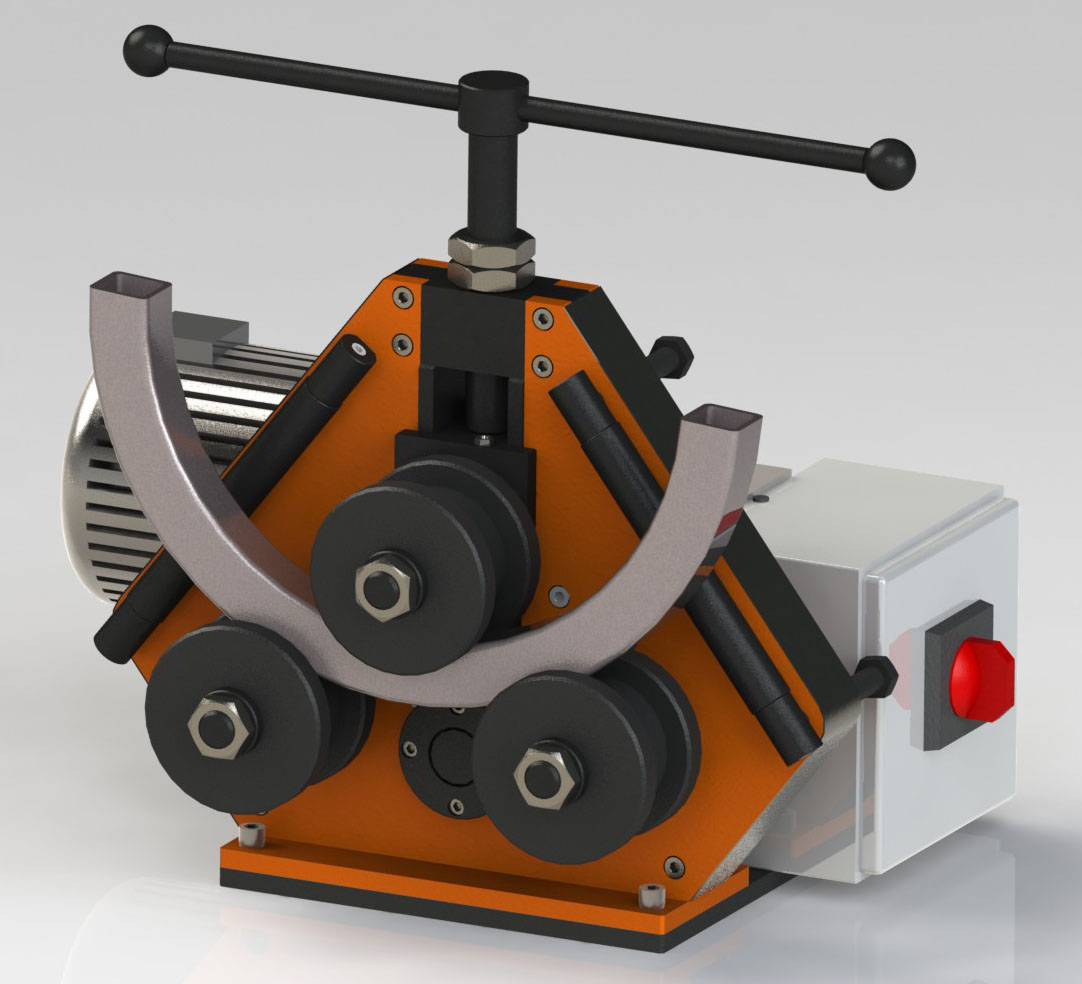
- الكهربائية. يحدث الانحناء على حساب المحرك الكهربائي ، وهو مناسب لثني أي أنبوب - سواء مع الجدران الرقيقة أو السميكة. بفضل الإلكترونيات ، يتم إجراء حسابات دقيقة لزاوية الانحناء. هذه الأنابيب لا يوجد بها تشوهات.
- الكهربائية. يتم تشغيل الاسطوانة الهيدروليكية بمحرك كهربائي.



تنقسم آلات ثني الأنابيب وفقاً لقدرة انحناء الأنابيب إلى آليات تعمل مع أنابيب يبلغ قطرها 16 مم و 20 مم و 32 مم و 50 مم و 76 مم.
لثني الأنابيب بطرق مختلفة.
في هذا الصدد ، يتم تقسيم الشواذ بطريقة الانحناء إلى:
- القطاع.وهي مجهزة بجهاز خاص ، يقوم في نفس الوقت بسحب الشغل ويثنيه على الزاوية المطلوبة حول القطعة.
- آلة عرض القوس والنشاب. مجهزة بآلية خاصة تتكون من مكون الانحناء.

- أجهزة الربيع. مجهزة بالينابيع. على هذه الأجهزة ، من الممكن التعامل مع الأجزاء المعدنية.
- أبله. يتكون من دليل ، يتم وضعه داخل الأنبوب قبل بدء العمل. هذا العنصر مع مغزل يحمي الجزء من التشوه والتسطيح. تستخدم هذه الآلة في صناعة أنابيب السيارات ولأنابيب الألومنيوم.
- الوبر مجانا يتم تنفيذ الانحناء عن طريق لف الجزء الموجود على بكرة الانحناء.

يستخدم طول قطعة العمل ، التي يجب أن تكون مثنية ، أجهزة من نوعين:
- آلات رافعة
- المتداول الأجهزة.
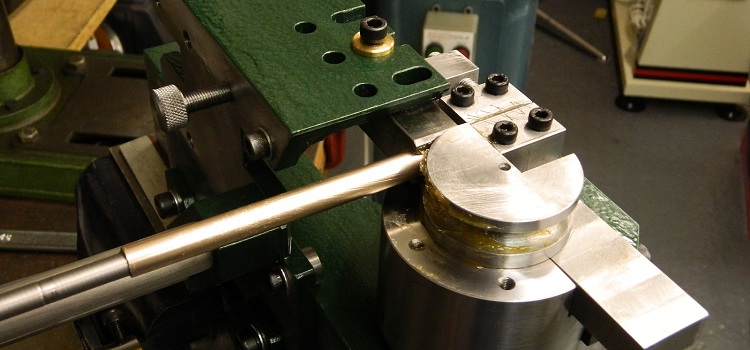
تعتبر الأجهزة من النوع Lever هي الأكثر شيوعًا. تتوفر أيضا في الإنتاج الصناعي هي الشواذ الأنابيب والعشب. يتكون مبدأ تشغيل هذه الآلات من بكرتين توجيهية ومقياس ضغط (مغزل). هذه الآلية تجعل من الممكن إجراء المعالجة الباردة للأنابيب المعدنية الدائرية في المناطق الصغيرة.نظرًا لصغر حجمه ، يعتبر جهاز ثني القوس النشاب هو الجهاز الأكثر شيوعًا بين متخصصي التركيب التقني للاتصالات. حصل الجهاز على اسمه بسبب حقيقة أن التصميم مشابه لنشاب القوس.
ولكن هذا النوع من الطرق يؤدي إلى أنبوب إلى امتداد عادل على طول نصف قطر الانحناء الخارجي ، مما يؤثر على الحد من سمك الجدار وتمزقه. على وجه الخصوص ، طريقة القوس والنشاب ليست مناسبة لثني الأنابيب رقيقة الجدران.

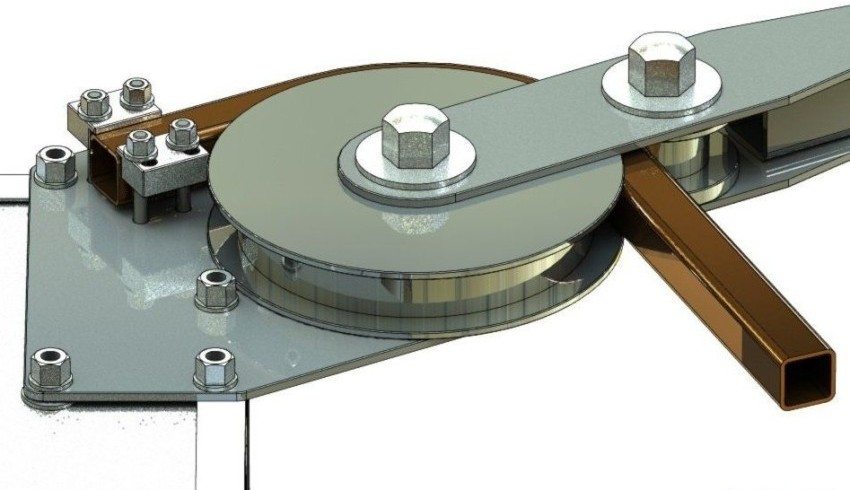
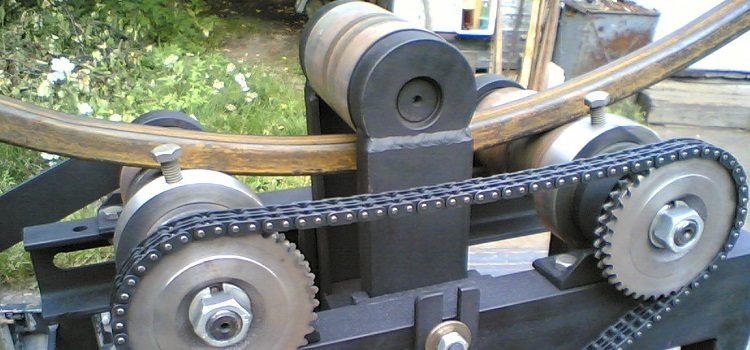
لإنتاج عدد كبير من الأجزاء الموحلة من دائرة نصف قطرها صغيرة من الانحناء ، فمن الممكن استخدام أنبوب بندر الحلزون. تتكون هذه الوحدة من بكرتين (عجلات) ذات قطر مختلف ، مثبتة على أعمدة الإدارة. من خلال تأمين أحد طرفي الأنبوب إلى العجلة ، فإن بكرة أصغر قطر (العجلة الرئيسية) تضغط على قطعة العمل ، بينما يتم في الوقت نفسه تدحرج الأسطوانة على الجزء الذي تتم معالجته. بسبب ما ينحني الأنبوب على طول سطح بكرة كبيرة ، والحصول على شكله. العيب الوحيد لهذه الطريقة هو عدم إمكانية استخراج منحنيات نصف قطر أكبر.
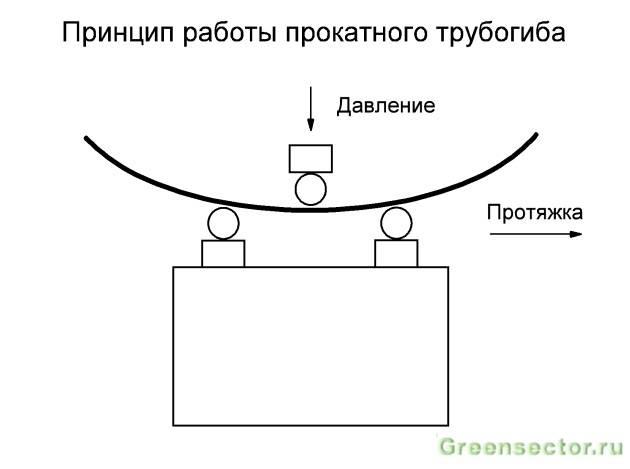
عملي ومتنوع في العمل هي آلات (الانحناء) المتداول ، من صنع يدوي ، حيث يمكنك ضبط زاوية تشوه الأنبوب المعدني. يتكون أبسط نظام لآلة الدرفلة من قاعدة و عمود محرك مثبت عليه ، يقع على مسافة معينة من بعضها البعض. يتم الضغط على الأنبوب بواسطة أسطوانة متحركة ، ويتم تنفيذ عملية السحب عن طريق تدوير الأعمدة الرئيسية. عند إنشاء انحناءات نصف قطر صغيرة ، ستحتاج إلى إكمال 50-100 مرة. لتجنب التشوه ، يجب عليك لف المنتج بنفس السرعة. سيكون من الصعب تجميع آلية التدوير بشكل مستقل في البيئة المحلية ، حيث ستلزم الحاجة إلى الالتحام واللحام.


الأدوات والمواد اللازمة
أولا تحتاج إلى تطوير المخطط الصحيح (الرسم) مع قياسات دقيقة والمواد اللازمة. قبل أن تقوم بتجميع الماكينة ، نحدد أي دائرة نصف قطرها منحنى المظهر الجانبي ستكون أكثر ضرورة. على أساس هذا حدد حجم المكره.
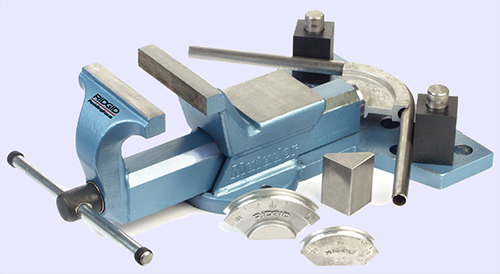
في رسم رسم لآلة محلية الصنع ، يجب أن تلتزم بالقاعدة الرئيسية - قوة وخفة البناء. كما ستكون هناك حاجة إلى أدوات الطاقة التالية: آلة لحام ، مفك ، عجلات البلغارية ، قطع وطحن ، مطرقة ، نائب ، مثقاب.

مخطط البناء
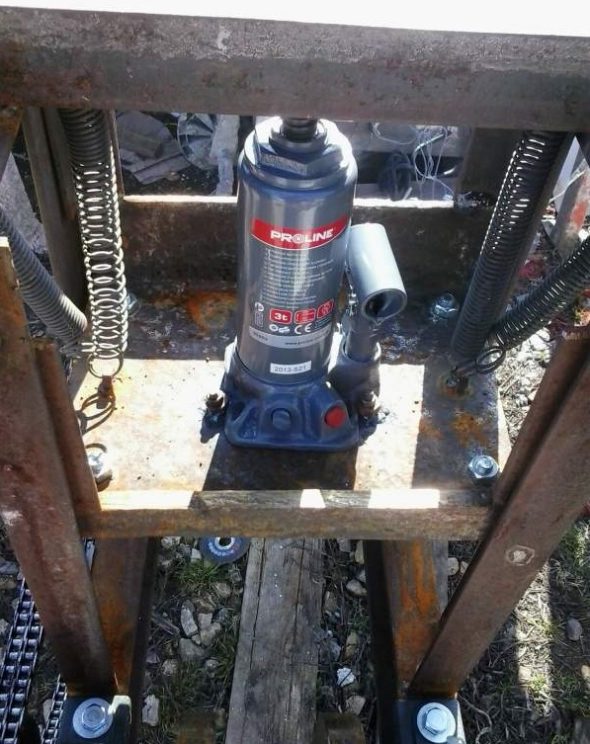
من الممكن بناء آلة هيدروليكية لثني نقطة من جزأين من قناة ، 4 زوايا و 2 أجزاء من الأصابع من مسار الجرار. يوفر انحراف الأنبوب الرافعة الهيدروليكية المعتادة (جاك) بقوة لا تقل عن 5 أطنان. يتم تركيب "حذاء" معدني عليه. يمكن طلبها وشراؤها من شاحنة أو جعل معظم البكرة القديمة. يجب أن يتوافق خط عرض "streamlet" مع خط العرض للملف الشخصي. قطع نصف البكرة وحفر مأخذ في ذلك لقضيب جاك ، نحصل على نظام محرك هيدروميكانيكي. قاعدة آلة محلية الصنع هي 4 زوايا (رف 60-80 ملم) ، والتي تعلق على لوحة معدنية. يتم لحام قناتين في الزوايا العليا بشكل متزامن. يتم حفر ثقوب متناظرة في جدران القناة لتنظيم زاوية الانحناء الفارغة.
هذه الآلة سهلة الاستخدام للغاية. في الثقوب في القناة يتم وضع 2 أصابع معدنية ووضع عليها بكرات توقف. يتم رفع جاك مع حذاء بطريقة بحيث يمكن أن يلائم ملف التعريف بينها وبين التوقفات. بعد التثبيت ، تعمل الأنابيب على مقبض الرافعة ، مما يشكل الانحناء المرغوب.

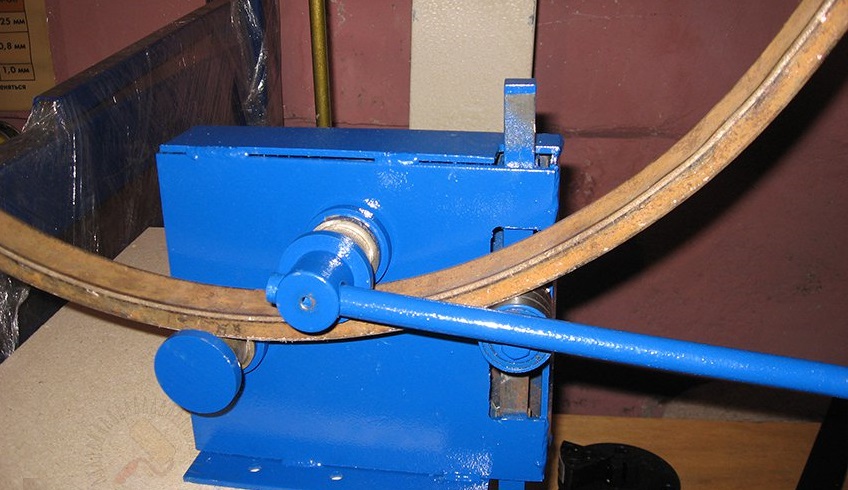
يمكن أيضًا تصميم ماسورة الأنابيب بأيديكم. لبناء ذلك ، ستحتاج إلى مترين خطيين للقناة (مستوى الجدار 15-20 سم) ، والذي سيكون الرف والقاعدة. بالنسبة للبكرات ، يمكنك استخدام 6 قطع صغيرة من الأنابيب المعدنية ، والتي ستكون بمثابة حامل للمحامل. لهذا السبب ، يجب أن يتوافق الحجم الداخلي للأنبوب مع القيمة الخارجية للمحمل. بعد أن يقوم المخروط بعمل أعمدة لفات الانحناء ، انتقل إلى تجميع السرير.
نظرًا لدوران المقبض المعلق على عمود المحطة الوسيطة ، يتم إجراء انحناء الأنبوب الجانبي. من الممكن ضبط نصف قطر الانحناء للملف الشخصي باستخدام إمالة قناة التأرجح والبكرات الموجودة على طول الحواف. لهذا الغرض ، لا يتم لحام القوائم إلى الإطار ، ولكن يتم جعل انزلاق. يمكن استبدال الرافعة الهيدروليكية بالسيارة.
لأبسط آلة سوف تتطلب العناصر التالية:
- جاك.
- الينابيع القوية.
- لمحات من الصلب لتجميع الأطر ؛
- بكرات (مهاوي) - ثلاث قطع ؛
- سلسلة القيادة.
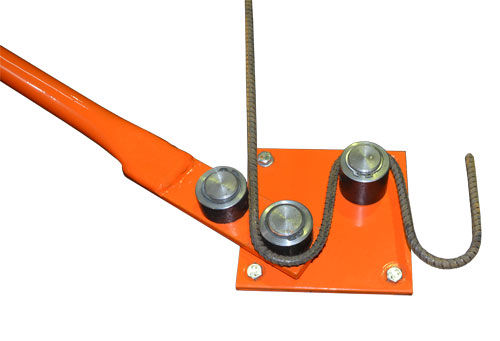
المقبل ، وجمع الجهاز. نقوم بتثبيت إطار قوي ، يتم ضم أجزاء منه بواسطة لحام أو براغي. وفقا للرسم ، حدد محور الدوران والبكرات.يتم تثبيت الأعمدة بطريقة تكون فيها العمودين الخارجيين أعلى من الوسط ، وتشكل قوسًا. تحدد المسافة بين البكرات نصف قطر الانحناء للأنبوب الجانبي. لتشغيل هذه الآلية ، يتم استخدام نقل السلسلة ، والذي يتكون من ثلاث تروس وسلسلة قديمة (قطع غيار من سيارة أو دراجة نارية أو معدات أخرى). لإحضار النظام المجمّع بالكامل إلى العمل ، ستحتاج إلى مقبض يعلق على إحدى بكرات (مهاوي) وينشئ قوة الدوران المطلوبة.


يمكن أيضاً إنشاء آلة ثني الأنبوب الجانبي باليد. لهذه الآلية ، يتكون السرير من قناة بطول 77 وارتفاع 10 سم.
نقوم بتجميع البناء وفقا للتعليمات:
- من الشريط المعدني بعرض 5 مليمتر ، يتم قطع 4 حوامل رئيسية للأعمدة الصغيرة ، وسوف يتحرك التشكيل الجانبي على طولها. في الفص العلوي ، تقطع الفتحة لمحاور دوران البكرات. حجم رفوف - 5 * 10 سم.
- يتم تثبيت الرفوف على القناة مع آلة لحام ، مع الحفاظ على مسافة 30 سم. يمكن العثور على بكرات للأعمدة في سوق مواد البناء.
- بعد ذلك ، يتم قطع لوحة أسفل الماكينة من ألواح معدنية بسمك 8 مم. حجم اللوحة 25 * 25 سم.يتم وضع بكرة مركزية على اللوحة ، بالتناوب الذي يتحرك الملف الشخصي.
- في نهايات الصفيحة يتم وضع شرائح من الخشب بعرض 10 مليمترات ، يتم إرفاقها مع سوبرجليغل. بحيث أنه عند تدوير الأسطوانة لا يمسك اللوحة ، نحتاج إلى هذه الدعامات.


- لتثبيت الأسطوانة ، سوف تحتاج إلى محملتين ، في العمق سوف يدور محور المحور. يتم تثبيت المحامل بمساعدة البراغي في الفتحات المحفورة من داخل الدعامات.
- ثم من الضروري عمل 4 حوامل بطول 40 سم ، باستخدام الزاوية 50 ، وتثبيتها على حواف الطبق مع المحور الرئيسي عن طريق اللحام ، وتثبيته على قناة (stanitsa) في الآلة. يتم وضع اللوحة في الجزء المركزي من الأعمدة ، مع الحفاظ على المسافة بين محاور البكرات ، مساوية لحجم الملف الشخصي الذي تخطط للعمل به.
- يتم قطع المقابس من صفائح معدنية 8 مم ، يتم توصيل اللحام بالجزء العلوي من الحوامل. ثم تحتاج إلى وضع لوحة تحت غطاء الجهاز ، حيث يتم تثبيت المسمار التكيف. من داخل اللوحة ، يتم حفر فتحة تقابل قطر المسمار المستخدم.


- في المقابس هناك فتحات مثقوبة للبراغي (قطر 10 ملم) ويتم تثبيت لوحة الغطاء في الرفوف.
- يتم قطع الخيط في الفتحة الموجودة في الغطاء ويتم ثني الكعب في الوسط الذي يدور فيه مسمار التثبيت.
- يتم لحام الزاوية مقاس 15 مم إلى اللوحة ، وهي محطة مسامير خارجية. في الزاوية تحت المسمار هو حفر الفتحة ، محور متزامن من الكعب. يتم قطع الخيط المناسب في الفتحة.
- يبقى أن نعلق مقبض العمود الرئيسي ونصلحها إلى محور الأسطوانة. يمكن تصنيع المقبض من الصمام من المصاريع أو قطعة من التعزيز للطول المطلوب.


تقنية التجميع
من أجل حماية البنية المجمعة من الرطوبة ، يتم تغطيتها بحل خاص يحمي من الصدأ ، ومن ثم يرسم. في الماكينات الهيدروليكية ، من الممكن تنفيذ عملية ثني الأنبوب على شكل مختلف المواد والمنتجات ذات الجدران السميكة. تنفيذ طريقة مماثلة ممكنة الباردة والساخنة (أنبوب ما قبل التدفئة). الغرض من الطريقة الساخنة - يتم تسخين الأنبوب الخارجي أو الهواء الساخن في الأنبوب ، مما يزيد اللدونة ، على التوالي ، تزداد مؤشرات جودة الانحناء. بارد - هذه الطريقة بسيطة ، فهي تستخدم للأنابيب البلاستيكية.
قبل الانحناء ، تمتلئ هذه الأنابيب بالملح ، والزيت ، والرمل ، والمياه ، مما يجعل من الممكن إنتاج الانحناء عالي الجودة دون تلف كبير في الأنبوب.

نصائح مفيدة
- ستوفر بكرات قابلة للإزالة من أنواع مختلفة فرصة للعمل مع كل من الأنبوب ذو الشكل والأول الدائري.
- لكي تكون آلية الثني هي أكثر الوظائف متعددة الوظائف ، يفضل أن تكون بكرات الدفع متحركة. ونتيجة لذلك ، يمكن تغيير نصف قطر ماسورة الأنابيب.
- إذا تم تنفيذ الانحناء باستخدام قالب ، فعندئذ من أجل ملائمة الأنبوب بشكل مريح للعينة ، يمكن استخدام خطافات حديد للتوقف.
- إذا كان من الضروري ثني الأنبوب الجانبي تحت أكبر دائرة نصف قطرها ، فمن الأصح استخدام ثني أنابيب ثلاثي الأسطوانات.
- يجب أن نتذكر أنه في مكان ثني الملف الشخصي يفقد قوته. ولهذا السبب ، إذا تم استخدام الزوايا الأقرب إلى 90 درجة ، فمن الأصوب قطع الأنبوب ، ومن خلال اللحام ، أعطه زاوية الانحناء المرغوبة.


- يتم إرفاق دليل تعليمات تفصيلي بكل آلة مصنع ، يتم فيه الإشارة إلى جميع الخصائص والبيانات التقنية الخاصة بالجهاز. من أجل أن تعمل الماكينة لفترة طويلة وبدون أعطال ، من الضروري التعرف على التعليمات قبل بدء العمل.
- لا ننسى معدات الحماية الشخصية.أثناء العمل مع الطاحونة ، من الضروري استخدام النظارات أو درع السلامة ، ولإجراء الحالات الملحومة في ملابس خاصة ، وقفازات وقناع لحام.
في الفيديو التالي ستجد تعليمات كاملة لتجميع ماسورة الأنابيب في المنزل.














